Рассказываем, как настроить лазерный станок ЧПУ таким образом, чтобы добиться максимальной эффективности и качества изделия
Шаблоны настроек лазерного станка
Сразу предупредим: нет параметров, которые подходили бы под все станки. Настройка оборудования зависит от технических параметров и износа.
Например, лазерная трубка СО2 со временем теряет мощность. Для стабильной работы требуется корректировать значения.
_________________________________________________________________________________________________________________________________
В этой статье собрали для вас советы по диагностике и устранению неисправностей лазерного CO2 станка
_________________________________________________________________________________________________________________________________
На что обратить внимание при настройке:
- мощность лазера и обдува;
- скорость резки;
- юстировка;
- шаг гравировки;
- толщина материала;
- тип обработки.
Что такое юстировка
Лазерный станок передаёт луч от лазерной трубки по зеркалам до фокусной линзы. Чтобы это происходило правильно, проводят настройку оптической системы — это и есть юстировка.
В случае некорректной настройки меняется толщина реза, падает скорость обработки, следовательно, эффективность работы. Если ухудшилось качество изделия, обратите внимание на оптическую систему.
Соблюдайте меры предосторожности во избежание несчастного случая!
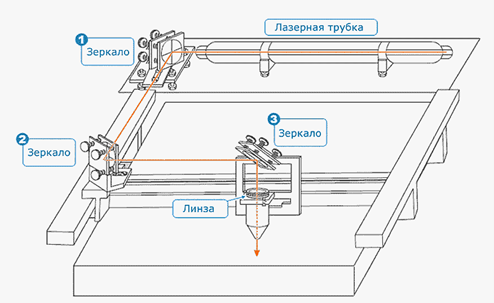
Как провести юстировку:
- Снять боковой кожух, крышку и кожух заднего отсека с лазерной трубкой.
- Установить трубку параллельно столу.
- Установить зеркало №1 так, чтобы в него попадал луч из трубки.
- Установить зеркало №2 так, чтобы луч, отражённый от зеркала №1, попадал в середину.
- Повторить предыдущий шаг с зеркалом №3. Таким образом настраивается переход луча из сопла на поверхность.
- Проверить корректность настройки на материале.
_________________________________________________________________________________________________________________________________
Какие виды и сорта фанеры подходят для резки на лазерном станке — узнайте в следующей статье
_________________________________________________________________________________________________________________________________
Юстировка выполняется последовательно и проверяется ежедневно — таким образом исключаются брак и некачественная обработка. Если пятно от переданного импульса размытое, мелкое или некруглой формы, проводится настройка оптической системы.
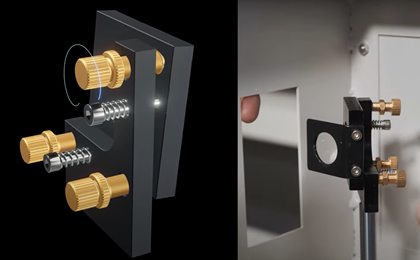
Как настроить лазерную трубку и зеркало №1
Крепление зеркала №1 состоит из двух рам. Первая представляет собой само зеркало, а вторая — винты для регулировки.
Наклейте на раму малярный скотч в несколько слоёв и проверьте, чтобы луч из трубки попадал на зеркало — выстрелите несколько раз и сравните расположение точек, которые остались на поверхности. Если при полной мощности точки совпадают, зафиксируйте трубку.
При замене трубки этот этап выполните обязательно

Как функционируют винты:
- левый винт отклоняет зеркало по оси Y;
- правый винт отклоняет зеркало по оси X;
- верхний винт отклоняет зеркало вниз.
Настройка лазерной трубки окончена: теперь приступим к настройке зеркала №1.
- Регулируйте на минимальное расстояние. Расположите зеркало №1 так, чтобы лазерный луч попадал в центр зеркала №2.
- После этого сделайте контрольный импульс, отведя лазерную ось Y в другой конец. Проверьте соответствие попадания луча — если не сходится, продолжайте настройку.
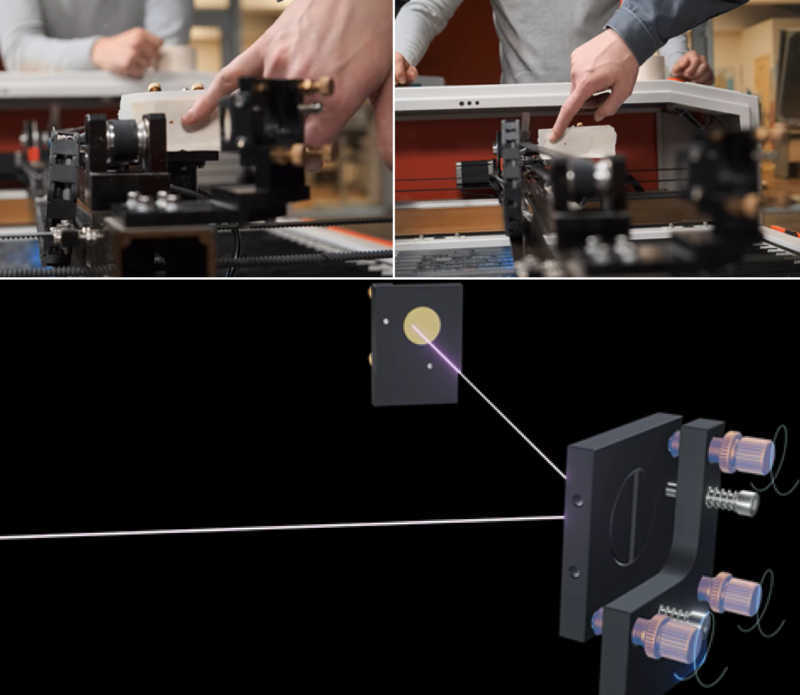
Как настроить зеркало №2
Изначально проверяйте зеркало №2 на близком расстоянии, в противном случае луч прожжёт ремень.
Настройка происходит аналогично настройке зеркала №1.
Чтобы сдвинуть зеркало по горизонтали левее или правее, можно сдвинуть его целиком (для этого все винты прокрутите в пару оборотов).
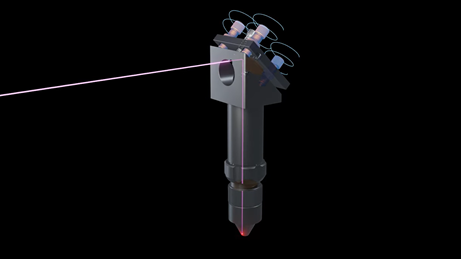
Как настроить зеркало №3
Настройка третьего зеркала проводится так же, как настройка зеркал №1 и №2.
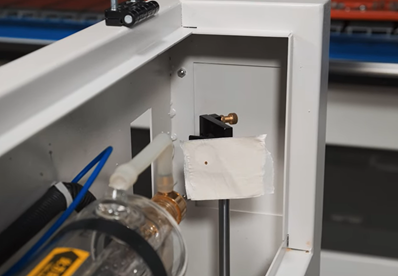
Отражённый луч проходит через сопло на поверхность. Для проверки приготовьте скотч и материал. Расположите его на рабочей поверхности.
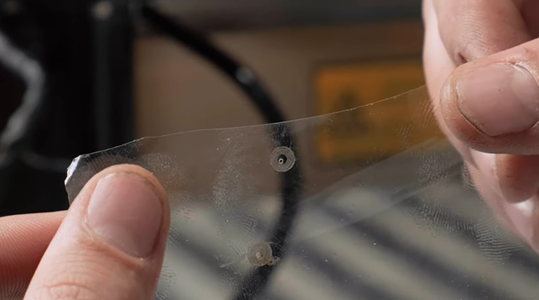
Как это проверить:
- Убедитесь, что луч попадает из сопла на материал (рекомендуется акрил). На нём появится пятно.
- Проверьте форму пятна — оно должно быть круглым.
- Проверьте точность луча, для этого на сопло наклеивается скотч и подаётся импульс мощностью 10%. Убедитесь, что луч проходит ровно по центру сопла.
Как проверить юстировку лазерного станка
После настройки системы каждое зеркало закрепляется гайками. При этом придерживайте винт, чтобы не сбить положение. После фиксации подайте импульс и проверьте функциональность и точность луча ещё раз.
Универсальные крепления трубки с измерительной шкалой и винтом упрощают юстировку.
На что обратить внимание и как устранить недочёты:
- если рез вертикальный, а не под углом, скорректируйте положение зеркала №3;
- проверьте, как получается рез, если переставить оборудование на другую поверхность — возможно, некачественный результат получается из-за кривизны плоскости. Учитывайте также кривизну материала;
- если результат некачественный и не тот, который вы ожидали, проверьте, как установлен станок;
- если по результатам юстировки не получается добиться правильного тракта лазерного луча, обратите внимание на рамную конструкцию оборудования. Если его нет, направляющие по вертикали не будут параллельными. Рекомендуется приобретать станок сразу с рамную конструкцией.
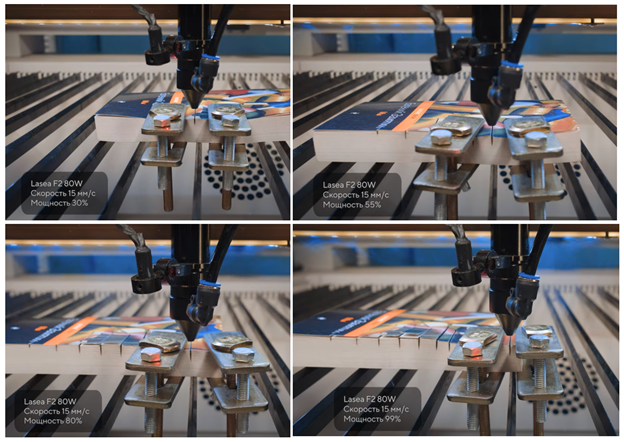
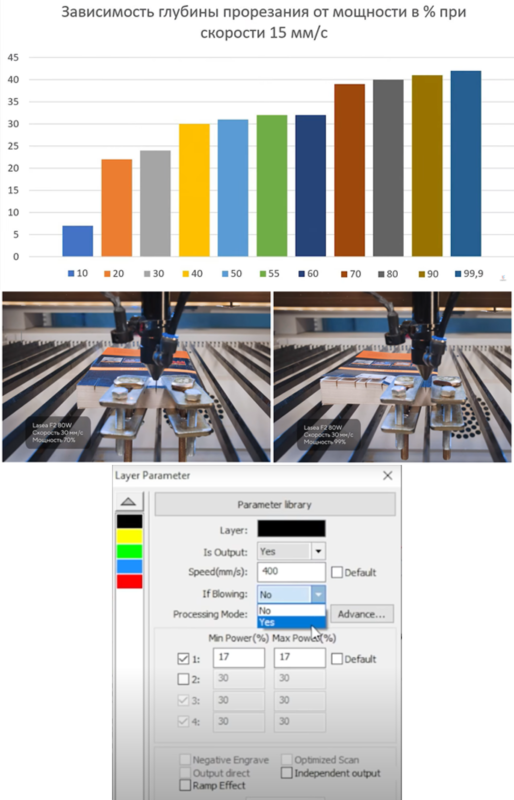
Как настроить скорость и мощность лазерного станка
Мощность определяет, какую толщину прорежет станок.
Рекомендуется выставлять мощность от 65% до 75% — она оптимальна для проведения работ. Мощность свыше 75% уменьшает срок функционирования лазерной трубки и при этом не оказывает существенного влияния на эффективность обработки.
Обращайте внимание на настройку блока розжига. При превышении параметров, заявленных в паспорте станка, трубка работает как на 100% и таким образом истощает свой ресурс
Практические советы для гравировки лазером
Обдув оставляет изделие чистым, без нагара. Функцию осуществляет поршневый компрессор, рекомендуется приобретать его для станков СО2. Для хорошего результата подойдёт компрессор в 2-4 атмосферы.

Поршневой компрессор

_________________________________________________________________________________________________________________________________
Компрессор лазерного станка: выбор, виды компрессоров — читайте подробнее в этой статье
_________________________________________________________________________________________________________________________________
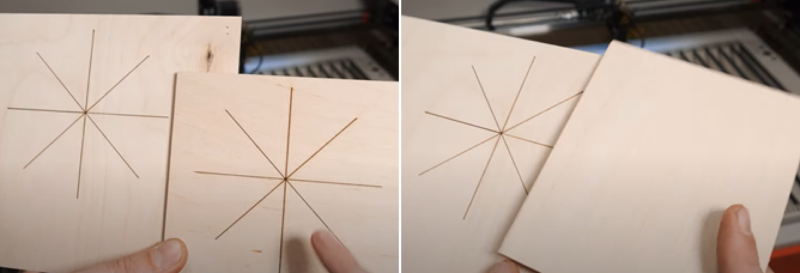
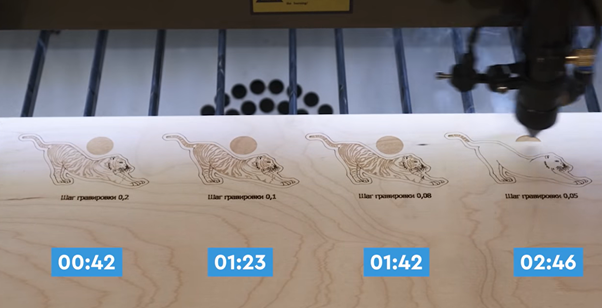
Шаг гравировки — последовательное заполнение горизонтальными или вертикальными линиями области объекта.
Это показатель, как смещается портал по вертикали или горизонтали при создании гравировки. Чем выше шаг, тем детальнее рез, но и ниже скорость работы. Чем шаг меньше, тем меньше времени занимает обработка. Рекомендуется выбрать оптимальные показатели, чтобы соблюсти желаемую скорость и качество.
Шаг гравировки 0,2:

Шаг гравировки 0,8 и 0,5:
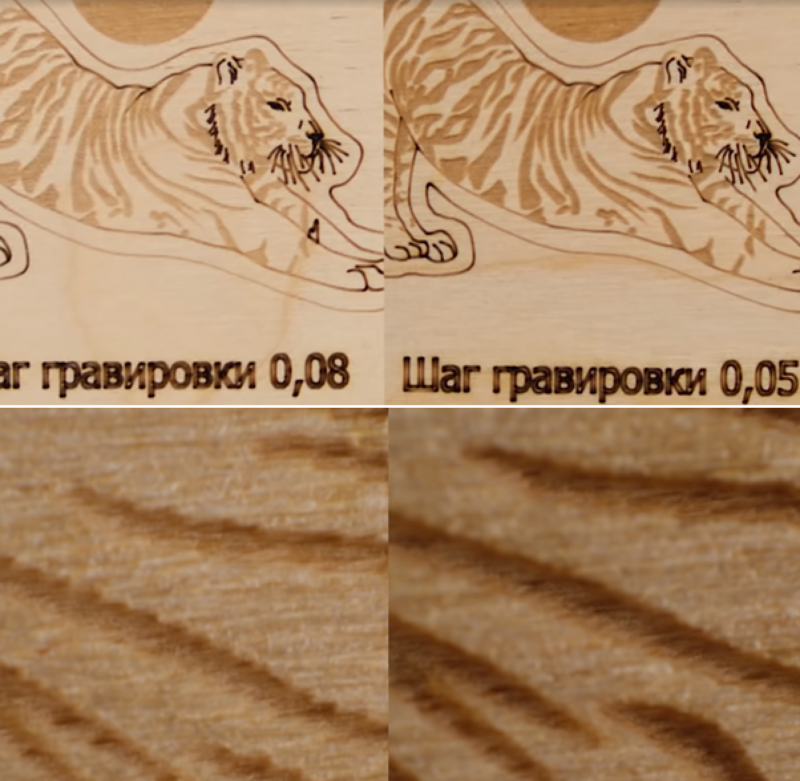
Шаг гравировки подбирается опытным путём — тестируется воздействие на материал.
_________________________________________________________________________________________________________________________________
В следующей статье узнайте больше о лазерной резке дерева: породы древесины и предельные толщины
_________________________________________________________________________________________________________________________________